
Effiziente Emissionskontrolle
Wenn es auf die Einhaltung von Vorschriften ankommt und Effizienz zählt, sind die Regenerativen Thermischen Abluftreiniger (RTO) von Zeecodie richtige Wahl. Unsere RTOs wurden für Industrien entwickelt, die mit verdünnten VOC-Emissionen umgehen. Sie zerstören Schadstoffe mit einem außergewöhnlichen thermischen Wirkungsgrad und senken gleichzeitig die Betriebskosten und unterstützen die Umweltziele.
Warum eine RTO wählen?
Regenerative thermische Abluftreiniger sind ideal für die Behandlung von Luftströmen mit niedriger Konzentration und hohem Volumen, bei denen andere Verbrennungssysteme versagen. Durch das Auffangen und die Wiederverwendung von Wärme reduzieren RTOs den Brennstoffbedarf, während sie Zerstörungsbeseitigungseffizienzen (DRE) von 99 % oder mehr aufrechterhalten.
Hauptmerkmale und Vorteile
- >99% Zerstörungsgrad Abtragseffizienz
- 97% Thermische Energierückgewinnung (TER)
- Niedrige NOx- und CO-Emissionsgrenzwerte
- Wartungsarmes Design
- Erweiterte Steuerelemente
- Standardisierte modulare Konfigurationen (1.000 -100.000 Nm3/h)
- Mehrkammern-Designs
- Benutzerdefinierte Konfiguration
Wie sie funktionieren
Regenerative thermische Abluftreiniger zerstören flüchtige organische Verbindungen (VOC), indem sie Abgase in einer Hochtemperatur-Verbrennungskammer auf 850°-1.150°C (1.562°-2.102°F) erhitzen. Während die Gase vor und nach der Verbrennung durch Keramikbetten strömen, wird die Wärme absorbiert und an die einströmende Luft übertragen, wodurch der Brennstoffverbrauch erheblich reduziert wird. Ein Ventilsystem kehrt den Luftstrom in regelmäßigen Abständen um, um eine Wärmerückgewinnung von bis zu 97 % zu gewährleisten. Sobald stabile Temperaturen erreicht sind, kann der autotherme Betrieb beginnen, so dass bei VOC-Konzentrationen von über 3,5 g/Nm³ (je nach Abgaszusammensetzung) kein kontinuierlicher Brennstoff mehr benötigt wird.

Branchen, die RTOs nutzen
- Chemische und petrochemische Anlagen
- Lackier-, Beschichtungs- und Druckanlagen
- Halbleiter- und Elektronikfertigung
- Lebensmittel- und Getränkeindustrie
- Pharmazeutische Produktion und Gesundheitswesen
Fallstudie zur VOC-Belastung
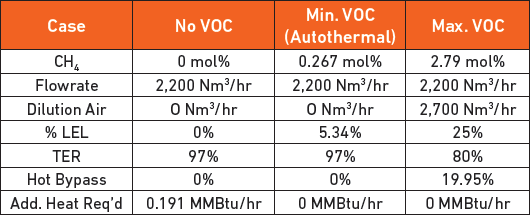
Diese Tabelle zeigt drei verschiedene VOC-Belastungsfälle unter Verwendung des Standard-RTO-Systems von Zeeco. Bei 0 % Methan ist die RTO so ausgelegt, dass die maximale TER erreicht wird, während nur 0,191 MMBtu/h an zusätzlicher Wärme zur Aufrechterhaltung der Betriebstemperatur benötigt werden. Bei 0,267 % Methan ist das System selbstversorgend. Bei 25 % UEG optimieren wir das System, indem wir das Mediendesign anpassen und einen heißen Bypass verwenden. Auf diese Weise kann Zeeco für alle Fälle die gleiche Systemgröße anbieten.
Andere verpackte Ausrüstung
- Heißer Bypass
- Systemumgehung
- Plattformen und Leitern
- Sauergaswäscher
- Partikelfiltration
- Kanalisation
- Concentator
- Knockout-Trommel
- Selektive katalytische Reduktion
Globale Außendienstleistungen
- Einrichtung
- Inbetriebsetzung und Inbetriebnahme
- Ausbildung
- Vorbeugende Wartung
- Inspektionen der Ausrüstung
- Systemabstimmung und -Optimierung
Perfektionierung von RTO-Design und Leistung
Das Global Technology Center von Zeecoin Broken Arrow, Oklahoma, USA, beherbergt die weltweit größte Verbrennungs- und Forschungsprüfanlage im industriellen Maßstab. Hier arbeiten wir direkt mit unseren Kunden zusammen, um die Anlagen so zu konzipieren, dass die gewünschten Leistungsanforderungen erreicht oder übertroffen werden. Ganz gleich, ob Sie Testdaten für Abfallproben, Schornsteinüberwachung, Brenner , Anlagenschulung oder etwas anderes benötigen, Zeeco verfügt über die Werkzeuge und Ressourcen, um eine umfassende Lösung zu liefern.